TecnologíaDisposición de adsorbentes usados y otros sub-productos de la refinación de aceites |
|
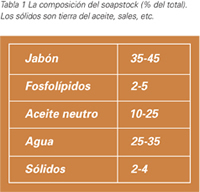
Introducción En el año 2010, más de 110 millones de toneladas de aceites y grasas serán usadas a nivel mundial. La mayor parte de estas materias primas no tiene las propiedades requeridas para los productos terminados finales y aproximadamente el80% tiene que ser refinado para remover componentes indeseables y obtener un producto con color aceptable y buen sabor. Si el aceite tiene que ser procesado con la ayuda de un catalizador (como es el caso en hidrogenación, interesterificación, etc.) será también importante remover o minimizar substancias que reducen la eficiencia del catalizador. Eso nos lleva a reflexionar sobre lo que debiera hacerse con las cantidades muy grandes de sub-productos y tierra de blanqueo usada que resultan del proceso do refinación. El proceso de refinación comprende el desgomado, la neutralización, el blanqueo y la deodorización. Todas estas etapas del proceso resultan en sub-productos además de los aceites y grasas deseables terminados para aplicaciones comestibles y no comestibles. Etapas individuales en el proceso de refinación El desgomado con agua involucra el tratamiento de los aceites crudos con agua o ácido diluido (fosfórico o cítrico) para remover las gomas. Estas gomas incluyen a los fosfolípidos que son agentes emulsionantes poderosos que incrementan las pérdidas por refinación si no son removidos del aceite. Las gomas también contienen carbohidratos, proteínas, metales (que actúan como pro-oxidantes), jabones y una gran cantidad de agua. El contenido de fósforo del aceite deberá ser de 200-300 ppm después del desgomado. Normalmente, hay dos formas de utilizar estas gomas. Se pueden agregar al desolventizador/tostador (DT) en la planta de extracción donde se mezclan con otros materiales y entonces se secan y así se hacen parte de la pasta. El contenido de aceite de la pasta se incrementa entre 0.3 y 1.5%. Alternativamente, las gomas se secan en un secador especial y se obtiene lecitina, la cual es usada en la industria alimenticia, de alimentos animales y otras. El aceite crudo contiene ácidos grasos libres que deben de ser removidos en la etapa de neutralización por uno de dos procesos alternativos, la refinación física o la refinación química. En la refinación física esto se realiza por destilación, y en el proceso de refinación química se hace por neutralización con álcalis seguido de separación como soapstock. Sosa cáustica se usa el proceso de refinación química y se le conoce como refinación cáustica. La composición del soapstock se muestra en la Tabla 1. Aproximadamente 50 kg de soapstock se producen por tonelada de aceite crudo y este material puede ser: • Alimentado al tostador (lo cual se permite en la Unión Europea, y el soapstock está en la lista positiva para ingredientes animales en Alemania). • Desdoblar en ácido graso y agua ácida (pero el agua ácida crea un problema ambiental); o • Usarlo en la producción de jabón.
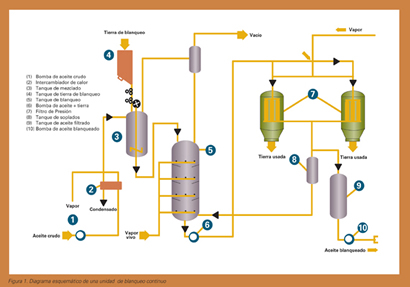
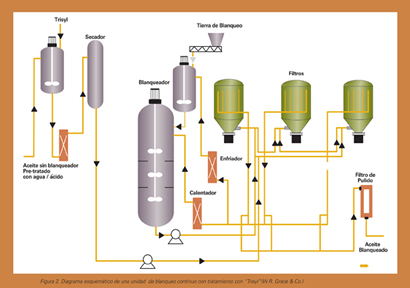
La mayor parte de los aceites y grasas vegetales tienen que ser blanqueados, parcialmente para reducir su color (debido a carotenos y clorofilas) y parcialmente para remover substancias indeseables que podrían en otra forma afectar el proceso o comprometer la calidad del aceite para aplicaciones alimentarias. El blanqueo es un proceso costoso debido al alto costo de la tierra de blanqueo, el costo de disposición de la tierra usada y la pérdida de aceite en la tierra. Una planta de blanqueo continuo se muestra en la Figura 1. El aceite se calienta a 95ºC en un tanque de mezclado y la tierra de blanqueo (bentonita, tierra fuller, carbón activado, o silica amorfa) se añade en una proporción de 0.2-2.0% del peso del aceite. Ya mezclados, se dosifican al blanqueador y se mantienen ahí por aproximadamente 20 minutos, después de lo cual la mezcla se filtra. El aceite blanqueado es el producto y la tierra de blanqueo usada es el desperdicio o es utilizada como un sub-producto. El blanqueo continuo con una silica, "Trysyl" (W.R.Grace & Co., Columbia, Maryland, USA) se muestra en la Figura 2. Este producto de silica es útil para la adsorción de jabones y fosfolípdos y permite que el uso de tierra de blanqueo fresca se reduzca en un 30%.
Originalmente, el blanqueo era usado solamente para reducir el color del aceite. Sin embargo, actualmente es usado principalmente para remover componentes indeseables o sub-productos en aceites y grasas o convertirlos en componentes aceptables y no dañinos. Esto asegura que tales compuestos no interfieran con la deodorización y que los requerimientos de calidad y seguridad en las aplicaciones de alimentos para humanos sean cumplidos. Los aceites contienen una variedad de compuestos - por ejemplo fosfolípidos, substancias colorantes, contaminantes, jabones y también productos lípidos peroxidados -los cuales tienen que ser removidos antes de la deodorización final. Estos componentes menores se originan primariamente de tres fuentes, como sigue: • Materiales sintetizados por las plantas en el campo agrícola,
tales como cuerpos colorantes (carotenoides y clorofilas). fosfolípidos
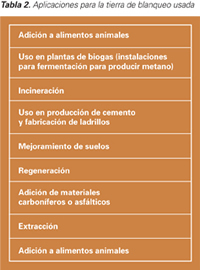
y glicolípidos, compuestos fenólicos y muchas otras substancias. Aún más, el aceite puede contener ácidos minerales procedentes de la etapa de desgomado ácido y jabones que vienen del proceso de neutralización. Los pesticidas se descomponen en la deodorización y los hidrocarburos poli cíclicos aromáticos se eliminan por medio de carbón activado y durante la deodorización. La tierra de blanqueo fresca deberá estar libre de contaminantes y la Federación Europea de Industrias de Molinos y Procesamiento de Aceite (FEOIOL) (Federation of the European Mill and Oil Processing Industry) ha publicado un código de prácticas para la compra de tierra de blanqueo (1). Las condiciones de proceso para el blanqueo dependen del tipo de aceite crudo, su calidad y el uso final para el aceite terminado. Los aceites y grasas comestibles se usan como ingredientes de margarinas, salsas, mayonesa, dulces, productos de panadería y botanas y son principalmente blanqueados a un color más claro que otros aceites comestibles que se usan directamente, tales como el aceite para ensaladas. El tono verdoso, que proviene de la clorofila, tiene que ser completamente eliminado para asegurar la estabilidad oxidativa. Normalmente, aumentando la cantidad de tierra de blanqueo permite que más contaminantes sean removidos del aceite. Sin embargo, esto es más complicado para determinar a cantidad mínima necesaria. Esto es debido a que el aceite que se va a blanquear contiene una variedad de diferentes contaminantes. Cada uno de estos reacciona, o es adsorbido sobre la superficie de la tierra de blanqueo, con diferentes velocidades de adsorción. Si cantidades excesivas de gomas están presentes en el aceite, estas pueden "bloquear"' la superficie de la tierra de blanqueo y también desactivar los centros activos. Por ejemplo, los jabones reaccionan con los centros acidicos. Existe otro parámetro que tiene influencia sobre la cantidad mínima requerida de tierra para el blanqueo. Este es la forma de las partículas -o más específicamente la forma después de que ha sido cambiada por la adsorción de contaminantes- y el acompañante cambio de la superficie. Este cambio puede ser un problema para la torta de tierra de blanqueo en el filtro. Buenas propiedades filtrantes son muy importantes y para esto se necesita más tierra de blanqueo que la esperada, especialmente si jabones y gomas tienen que ser removidos. Tierra de blanqueo usada La tierra de blanqueo activada tiene una alta capacidad de adsorción. Durante su uso, no solamente adsorbe sub-productos indeseables pero tamben una proporción de los triacilgliceroles -una propiedad conocida como adsorción de aceite. Un valor típico para el contenido de aceite de la tierra de blanqueo usada es de aproximadamente 40%. Este valor puede ser reducido, por ejemplo, extendiendo el tiempo durante el cual la tierra se sopla con nitrógeno o con vapor al final de la filtración. No obstante, 25-50 kg de aceite se pierden por cada 100 kg de tierra de blanqueo fresca usada. Aún más, la tierra de blanqueo usada puede contener algunos otros materiales además del aceite, tales como el carbón activado. Los hidrocarburos poli aromáticos ligeros (HPA) pueden ser removidos en la etapa de deodorización pero los HPA pesados (cinco o más anillos) solamente pueden ser removidos por carbón activado. El carbón puede ser usado solo o puede ser combinado con la tierra de blanqueo sin afectar la efectividad de la tierra o la actividad del carbón. Almacenamiento y transporte de la tierra de blanqueo usada Cuatro principales criterios gobiernan los posibles usos de la tierra de blanqueo usada: tipo de impurezas en el material usado; logística; aspectos económicos y aspectos ecológicos. Los principales factores que tienen influencia en la disposición, almacenamiento y transporte ce la tierra de blanqueo usada son: • tendencia a la auto ignición. La tierra de blanqueo que contiene aceite llega al contacto con el aire cuándo se vacían los filtros. El auto-calentamiento y aún la auto-ignición puede ocurrir cuándo la tierra de blanqueo usada reacciona con una cantidad suficiente de oxigeno. Por lo tanto, el contacto entre el aire y la tierra de blanqueo que contiene aceite deberá ser minimizado. Esto se logra minimizando el área de superficie libre de la tierra de blanqueo usada, evitando las corrientes de aire y por el uso de una atmósfera inerte arriba de la tierra de blanqueo usada. El rociar con agua es efectivo y económico. E agua enfría la torta caliente recién sacada del filtro y el vapor que se produce crea una atmósfera inerte que reduce la presión parcial del oxigeno. Aproximadamente 5-10 litros de agua por m2 agregados encima de la tierra en el contenedor lleno es suficiente para prevenir la auto-ignición. La tierra de blanqueo usada no debe de exponerse a la luz directa del sol ya que puede calentar el material hasta el punto de auto-ignición. Ya que la tierra de blanqueo se enfría muy lentamente, debe de ser monitoreada cuidadosamente durante el almacenamiento. Generalmente el peligro de auto-ignición aumenta con la instauración de los ácidos grasos en el aceite adsorbido, de tal forma que el riesgo es mucho menor para las grasas hidrogenadas y menor también para el aceite de palma en comparación a aceites tales como nabo, canola, girasol o soya. La tendencia hacia la auto-ignición es un problema no solo para el almacenamiento pero también para el transporte. Por esta razón, la tierra de blanqueo usada se clasifica como un material peligroso para propósitos de transportación, en la categoría "materiales y objetos orgánicos, sólidos e inflamables". Se ha probado que la transportación suelta a granel es posible sin riesgo si las precauciones para almacenamiento se toman como se indicó antes. Salidas para la tierra de blanqueo usada Hay muchas aplicaciones para la tierra de blanqueo usada, como se muestra en la Tabla 2.
Pruebas con cerdos, aves y aún bovinos, muestran que hasta 3% de tierra de blanqueo usada puede ser mezclada en el alimento sin causar ningún problema. La distribución fina de aceites y grasas sobre la superficie de la tierra de blanqueo asegura una degradación rápida en el tracto digestivo de los animales. Cuando se agrega la tierra de blanqueo usada al extractor o al tostador se deben de tomar precauciones para evitar el contacto con el aire para prevenir oxidación o auto-ignición. La distribución fina de los aceites sobre la superficie de la tierra también garantiza una degradación rápida y un alto rendimiento tamben para otras aplicaciones biológicas, tales como en las plantas de biogas que producen metano. Aún pequeñas cantidades de níquel (normalmente menos de 10 ppm) adsorbidas de grasas hidrogenadas no disturban la digestión anaeróbica del aceite, ya que la enzima en los microorganismos que producen el metano ya contiene níquel. No obstante, la tierra de blanqueo usada que contenga níquel no deberá ser entregada a plantas de biogas debido a que los lodos fermentados se usan para recubrir campos agrícolas y esto podría causar una acumulación de níquel bio-disponible en la tierra en un periodo largo de tiempo. Una aplicación elegante de la tierra de blanqueo usada en la producción de cemento. La parte orgánica sirve como una fuente de energía con un valor energético del orden de 10-14 MJ/kg, dependiendo del contenido de aceite. La parte inorgánica es un silicato de aluminio, una materia prima para la producción de cemento. Aún trazas de metales pesados tales como el níquel pueden ser toleradas, ya que se inmovilizan a las altas temperaturas usadas en la producción del cemento. Por lo tanto esta aplicación y la producción de ladrillos son las únicas recomendadas para la tierra de blanqueo usada contaminada con níquel que proviene de la hidrogenación de las grasas. La tierra de blanqueo usada que viene de la refinación de aceites comestibles es muy adecuada para el mejoramiento de suelos y como un fertilizante debido a que está compuesta casi completamente de materiales que son ya sea biodegradables o inertes y que no inhiben los procesos biológicos. La tierra es especialmente útil para estas aplicaciones cuando contiene una cantidad moderada de fosfatos. Además, la tierra de blanqueo usada aumenta la retención de agua en los suelos y es también usada con éxito para la producción de composta. Si la tierra contiene níquel bio-disponible no puede ser usada para estos propósitos. La remoción de aceite de la tierra de blanqueo usada permite la recuperación de materiales valiosos. La remoción de aceite por extracción con hexano produce tierra de blanqueo usada que contiene 1-2% de aceite. Si el aceite contaminado con hidrocarburos poli-aromáticos se blanquea con una mezcla de carbón activado y tierra de blanqueo, la torta resultante del filtro puede ser extraída como es usual para recuperar el aceite. Los hidrocarburos poli-aromáticos adsorbidos en el carbón activado están fijados tan fuertemente que práctica mente ninguno se des adsorbe y consecuentemente no pueden entrar en el aceite. A los precios actuales, la eficiencia económica se logra si es posible colectar un mínimo de 100 tons/día de tierra de blanqueo usada fresca. Bajo condiciones ideales, la tierra de banqueo usada se puede regenerar como se describe en un número de patentes. Conclusiones Todas las aplicaciones mencionadas son económicas pero esto no ayuda si la logística no es favorable. Por lo tanto, hace sentido construir un uso descentralizado de la tierra de blanqueo usada para minimizar los costos de fletes. La descentralización y uso de diferentes aplicaciones tienen la ventaja de usar una tierra de banqueo usada especifica para la mejor posible aplicación dependiendo de sus propiedades. Esto abre la oportunidad de usar no solamente tierra de blanqueo usada, pero también mezclas con otros materiales tales como carbón activado o ayuda filtros. Aún más, se podría disponer de tierra de blanqueo usada que contenga gomas o soapstock en una forma flexible y económica.
Todas las aplicaciones mencionadas anteriormente llenan la necesidad de encontrar
formas amigables al ambiente para usar la mayor parle de la tierra de blanqueo
usada. Obviamente, el uso de la tierra de blanqueo usada para la producción
de cemento usa todo el material completo, ya sea como fuente de energía
o como materia prima; también no importa si el material contiene carbón
activado, ayuda filtro o trazas de me tales bio-disponibles.
ANIAME © Copyright 2007 Praga 39 Piso 3, Col. Juárez. Delegación Cuahutémoc C.P. 06600 T. 5533-2847 F. 5525-7551 |